기계식 러그 전단 볼트 러그












개요
토크 터미널은 와이어와 장비 간의 연결을 처리하도록 특별히 설계되었습니다.
독특한 전단 볼트 메커니즘은 일관되고 안정적인 정지 지점을 제공합니다.기존의 압착 후크와 비교할 때 매우 빠르고 매우 효율적이며 일정하게 미리 결정된 전단 모멘트와 압축력을 보장합니다.
토션 단자는 주석 도금 알루미늄 합금으로 만들어졌으며 내부 홈 모양의 벽면이 있습니다.
주목할만한 특징은 노동력을 절약하고 전기 및 기계 성능을 향상시킬 수 있다는 것입니다.
▪ 재질: 주석 도금 알루미늄 합금
▪ 작동 온도: -55℃ ~ 155℃ -67 ℉ ~ 311 ℉
▪ 표준: GB/T 2314 IEC 61238-1
기능 및 장점
▪ 광범위한 적용
▪ 컴팩트한 디자인
▪ 거의 모든 종류의 도체 및 재료에 사용 가능
▪ 일정한 토크 전단 헤드 너트는 우수한 전기적 접촉 성능을 보장합니다.
▪ 표준 소켓 렌치로 쉽게 설치 가능
▪ 최대 42kV의 고압 케이블에 완벽하게 설치할 수 있도록 사전 설계된 설계
▪ 우수한 과전류 및 단기 전류 충격 능력
개요
단자 본체는 고장력 주석 도금 알루미늄 합금으로 만들어졌습니다.터미널은 실외 및 실내 애플리케이션에 적합하며 다양한 크기 사양을 제공할 수 있습니다.
 | 접촉 토크 볼트 특수 알루미늄 합금으로 만들어진 이 접촉 볼트는 육각 머리 이중 전단 머리 볼트입니다.이 볼트는 고품질 윤활제로 처리되며 특수 접촉 링이 장착되어 있습니다.볼트 머리가 절단되면 이 접촉 볼트를 제거할 수 없습니다. 플러그인 특수 Plug-in, 넣기 또는 빼기 적용 도체의 범위를 조정합니다.이 인서트에는 모두 세로 줄무늬와 위치 지정 슬롯이 있습니다. |
| 기계식 러그 및 커넥터의 특징 및 장점 | 기능 |
| 넓은 적용 범위와 강력한 다용도 | 예를 들어 세 가지 사양은 25mm2 ~ 400mm2 도체를 포함할 수 있습니다. |
| 본체는 고강도 주석 도금 알루미늄 합금으로 만들어졌습니다. | 거의 모든 유형의 도체 및 재료와 함께 사용할 수 있습니다. |
| 볼트는 특수 알루미늄 합금으로 만들어집니다. | 좋은 접촉 특성은 구리 도체와 알루미늄 도체 사이의 연결을 실현할 수 있습니다. |
| 컴팩트한 디자인 | 특히 대규모 응용 프로그램에 적합한 작은 설치 공간만 필요합니다. |
| 접촉 성능을 향상시키는 몸체 내부의 관형 나선형 디자인 | 우수한 전기적 성능. |
| 센터링 홀 및 인서트 | 도체 산화물 층이 분할됩니다. |
| 일정한 토크 전단 헤드 너트 | 플러그인 피스는 더 많은 유형의 전선에 적합한 연결 또는 터미널의 한 가지 크기를 조정합니다. |
| 윤활 너트 | 인서트는 도체가 더 잘 중앙에 오도록 하고 볼트를 조일 때 도체를 변형시키지 않습니다. |
| 기계식 단자의 특징 | |
| 긴 손잡이 | 긴 기장으로 수분 장벽으로 사용 가능 |
| 수평 밀봉이 적합합니다. | 실내 및 실외 애플리케이션에 적합 |
설치
▪ 설치에 특별한 도구가 필요하지 않으며 소켓 렌치만 있으면 설치됩니다.
▪ 각 유형은 인서트 제공을 포함하여 동일한 축소 길이를 사용합니다.
▪ 신뢰할 수 있고 확고한 접촉을 보장하는 계층적 고정 토크 가위 헤드 너트 설계;
▪ 각 커넥터 또는 케이블 러그에는 별도의 설치 지침이 있습니다.
▪ 도체의 휘어짐을 방지하기 위해 지지공구(첨부파일 참조) 사용을 권장합니다.
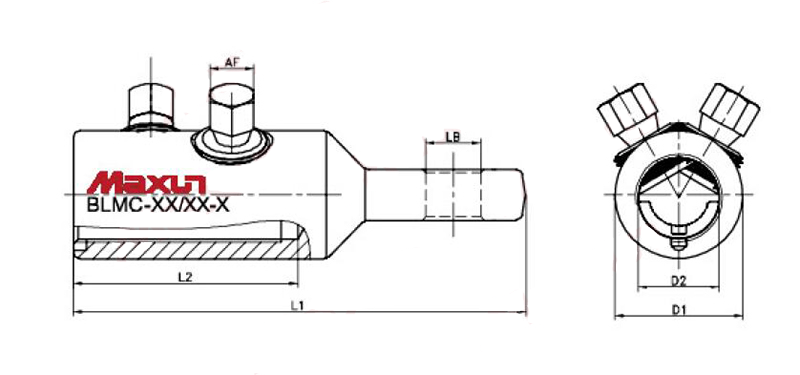
선택 테이블
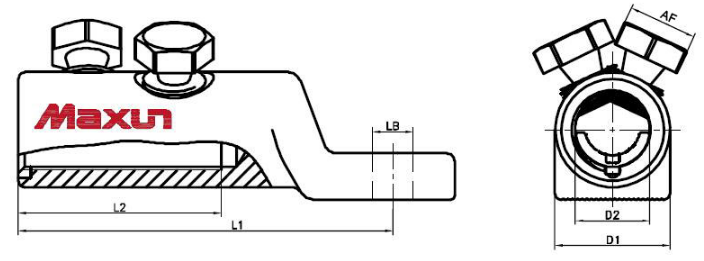
| 제품 모델 | 와이어 단면적 mm² | 사이즈(mm) | 장착 구멍 지름 | 접촉 볼트 수량 | 볼트 헤드 사양 AF(mm) | 필링 길이 (Mm) | |||
| L1 | L2 | D1 | D2 | ||||||
| BLMT-25/95-13 | 25-95 | 60 | 30 | 24 | 12.8 | 13 | 1 | 13 | 34 |
| BLMT-25/95-17 | 25-95 | 60 | 30 | 24 | 12.8 | 17 | 1 | 13 | 34 |
| BLMT-35/150-13 | 35-150 | 86 | 36 | 28 | 15.8 | 13 | 1 | 17 | 41 |
| BLMT-35/150-17 | 35-150 | 86 | 36 | 28 | 15.8 | 17 | 1 | 17 | 41 |
| BLMT-95/240-13 | 95-240 | 112 | 60 | 33 | 20 | 13 | 2 | 19 | 70 |
| BLMT-95/240-17 | 95-240 | 112 | 60 | 33 | 20 | 17 | 2 | 19 | 70 |
| BLMT-95/240-21 | 95-240 | 112 | 60 | 33 | 20 | 21 | 2 | 19 | 70 |
| BLMT-120/300-13 | 120-300 | 120 | 65 | 37 | 24 | 13 | 2 | 22 | 70 |
| BLMT-120/300-17 | 120-300 | 120 | 65 | 37 | 24 | 17 | 2 | 22 | 70 |
| BLMT-185/400-13 | 185-400 | 137 | 80 | 42 | 25.5 | 13 | 3 | 22 | 90 |
| BLMT-185/400-17 | 185-400 | 137 | 80 | 42 | 25.5 | 17 | 3 | 22 | 90 |
| BLMT-185/400-21 | 185-400 | 137 | 80 | 42 | 25.5 | 21 | 3 | 22 | 90 |
| BLMT-500/630-13 | 500-630 | 150 | 95 | 50 | 33 | 13 | 3 | 27 | 100 |
| BLMT-500/630-17 | 500-630 | 150 | 95 | 50 | 33 | 17 | 3 | 27 | 100 |
| BLMT-500/630-21 | 500-630 | 150 | 95 | 50 | 33 | 21 | 3 | 27 | 100 |
| BLMT-800-13(맞춤형) | 630-800 | 180 | 105 | 61 | 40.5 | 13 | 4 | 19 | 118 |
| BLMT-800-17(맞춤형) | 630-800 | 180 | 105 | 61 | 40.5 | 17 | 4 | 19 | 118 |
| BLMT-800/1000-17 | 800-1000 | 153 | 86 | 60 | 40.5 | 17 | 4 | 13 | 94 |
| BLMT-1500-17(맞춤형) | 1500 | 200 | 120 | 65 | 46 | 17 | 4 | 19 | 130 |
토크 단자

필요한 설치 도구:
▪ 올바른 크기의 A/F 육각 소켓
▪ 래칫 렌치 또는 전기 임팩트 렌치
또는 전기 임팩트 렌치
▪ 도체가 휘는 경우 절단 볼트를 지지하는 고정구 사용을 적극 권장합니다.
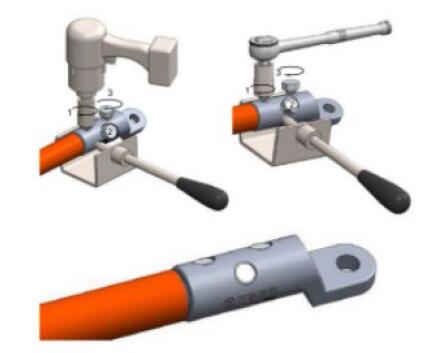
설치 안내서
2. 도체 전단 끝 균일성.권장 가이드를 참조하여 절단해야 하는 도체의 박리 길이.
도체를 자르지 마십시오.

3.토크 단자 하단에 도체를 조심스럽게 삽입하십시오.

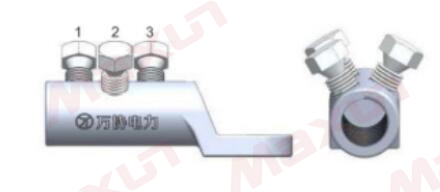
4. 전단 볼트를 조이고 도체를 단자에 고정하십시오.1-2-3에서 볼트를 조입니다